Fine blanking is a metal forming process that uses fine blanking presses to achieve significantly greater part precision than conventional stamping. Fine blanking offers several benefits for final part features, including straight cut edges, excellent flatness, and tight tolerances on dimensional features. It provides clean sheared edges, without the need for further machining or cleaning. In contrast, stamped parts typically require grinding, broaching, or other machining processes to form a clean edge that is usable for the final part application. Manufacturers use fine blanking to create a variety of parts for automotive, hydraulics, and electronics industries.
A variety of part shapes manufactured using the fine blanking process.
What equipment is used for fine blanking?
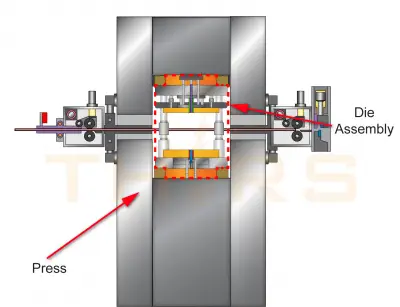
Fine blanking equipment consists of two major components: the die assembly and the press. The die assembly is a collective set of die components that work together to form the part during fine blanking, and its design varies depending on the part profile and the sequence of operations, which results in different die types. The press is the machine that provides the force required for the fine blanking operation, ensuring precision and smooth shearing of the material.
A fine blanking press used in metal forming operations, with the die assembly visible.
What is unique about fine blanking presses?
Fine blanking presses apply high, precisely controlled forces to the die assembly and, as triple action presses, deliver three types of pressure during the process.
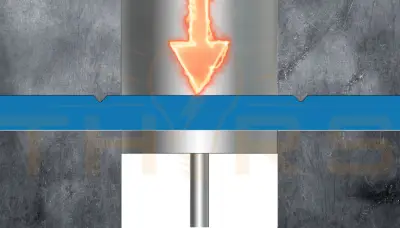
1. Blanking pressure, which provides the cutting or blanking force. This force is standard for most stamping and blanking processes.
Fine blanking pressure is applied vertically on a raw material strip.
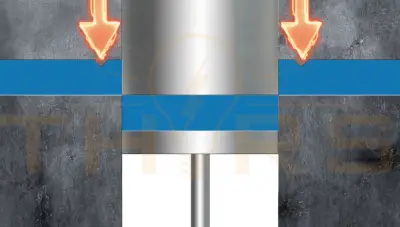
2. Counterpressure, which provides constant opposing force against the blanking pressure. This force is unique to fine blanking processes.
Counterpressure for fine blanking is applied simultaneously with the blanking pressure.
3. V-ring pressure, which clamps the raw material strip to hold it in place. This force is also unique to fine blanking processes.
V-Ring pressure is applied in fine blanking to grip the raw material strip and hold it in place.
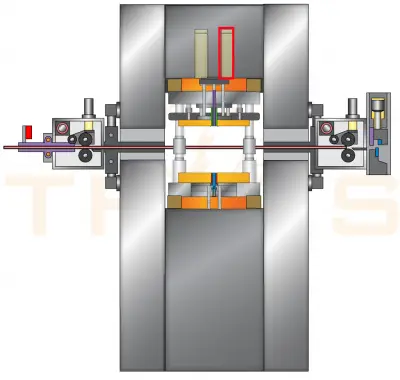
To produce parts with minimal bulging, fine blanking presses are equipped with center support rings, which help transfer uniform pressure from the press frame to the die assembly. Typically, the center of the press table is a cutout to accommodate the die assembly, which creates a weak section over the cutting and forming area of the die assembly.
Without center support rings, deflection of the guide plate and die plate will occur. Deflection can lead to tool misalignment, tool damage, and quality issues in the blanked parts.
A center support ring provides stability to the fine blanking press.
Conclusion
Understanding more about the equipment, processing steps, and manufacturing capabilities of fine blanking is important for anyone in metal forming and related industries. The fine blanking process has shown consistent results and high repeatability when implemented correctly. However, the best way to ensure proper fine blanking procedures is to be educated on the subject.
THORS delivers key fine blanking knowledge through our visual and interactive Fine Blanking Fundamentals course. You can also explore a comprehensive manufacturing excellence library that highlights proven improvement methods used across the industry. Visit our website to build your team’s knowledge and develop stronger manufacturing capabilities with high quality training.
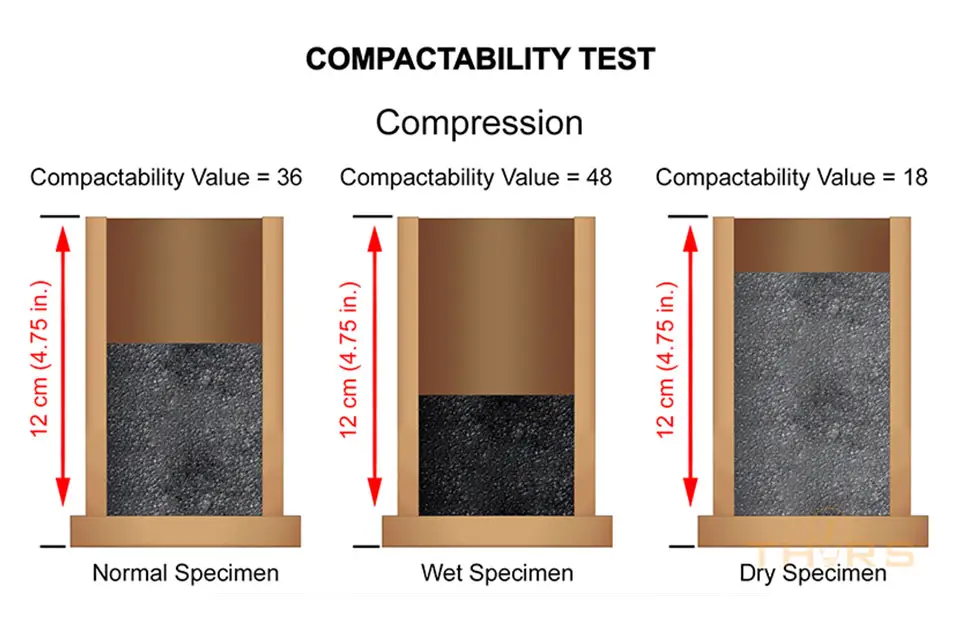
In a previous post, we looked at ways to control sand compactability and how it is affected by process variables. The next important control variable is…