How to Control Compactability of Sand
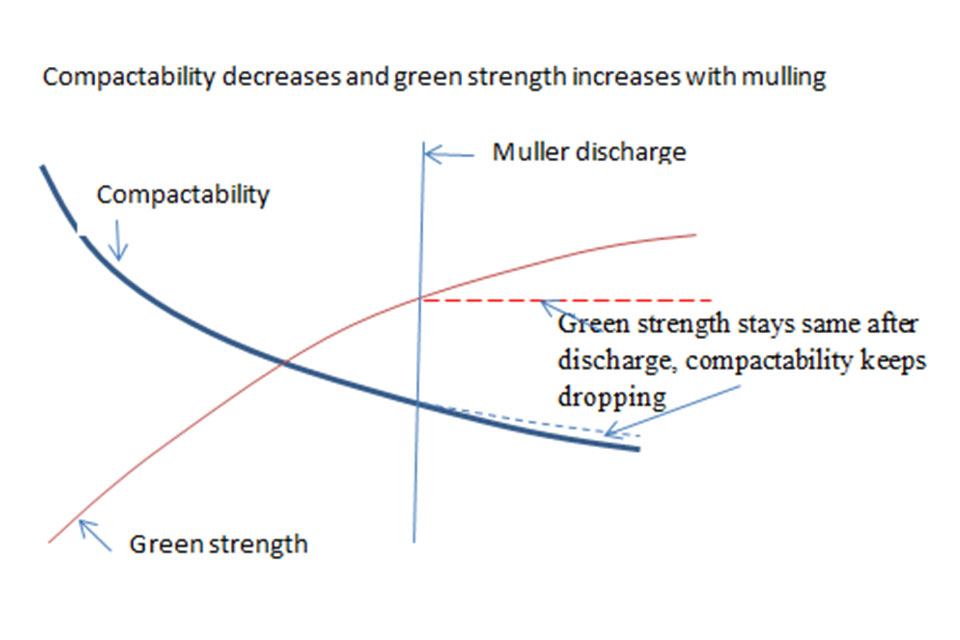
Manufacturing industry veteran Al Alagarsamy shares a functional tip for sand production. He explains the importance of sand compactability and controlling the factors affecting it. What is compactability? Compactability relates to the reduction in volume […]
How to Control Compactability of Sand Read More »