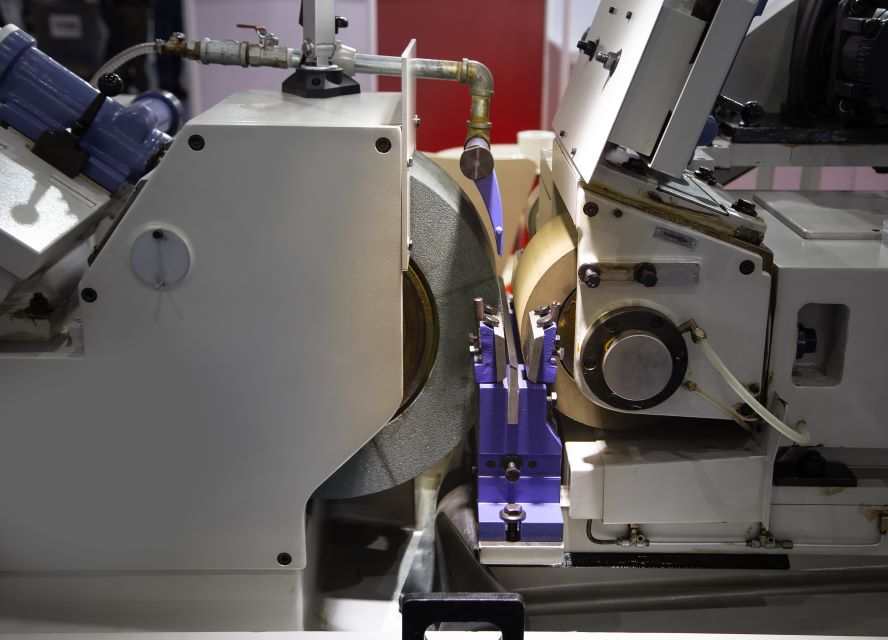
Understanding and Eliminating Chatter Marks in Centerless Grinding
Chatter marks in centerless grinding pose a significant concern due to the process’s continuous and high precision nature, where even minor instabilities can lead to surface defects. Chatter marks are surface imperfections appearing as wave-like […]
Understanding and Eliminating Chatter Marks in Centerless Grinding Read More »